

全國熱線:
15957881774




 設備介紹
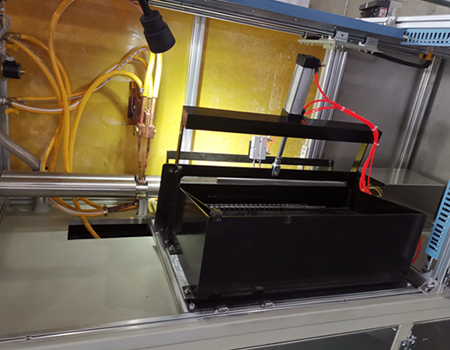
設備介紹自動淬火機床主要用于細長軸類零件的表面熱處理,臥式床身結構,采取工件移動淬火方式。采用三菱PLC加臺灣威綸觸摸屏控制系統,機床與感應加熱電源配套,能進行Φ6mm~Φ20mm長度80~300mm尺寸的各種軸類工件表面感應熱處理。采用噴淬冷卻方式,具有手動、自動功能,操作方便,維護簡單。機床特殊特點介紹:采用進口滾珠絲杠,運動精確。采用進口直線導軌,運動平穩。旋轉采用進口三菱變頻調速,調整方便
性能特點
機床包含:床身、移動傳動總成、旋轉機構、負載裝置、上下料機構、PLC工業數字控制系統及機床電氣控制等幾大部分。
1、床身機座采用封閉結構,機床分為上料區、加熱區,下料區 ,在加熱區安裝有機玻璃防護窗,既方便觀察工作狀態,也能很好地隔離淬火時所產生的淬火液飛濺及霧氣。機座上配有不銹鋼集液槽,專用于淬火液的集中回收。整機簡潔流暢,無泄漏、無污染。
2、上料機構采用氣缸進料板以工作節拍順序將工件頂入滾軸中間,機構配有擋料結構,保證工件不會偏離位置,推料板每個工步能準確頂到一件工件。減少勞動強度,提高工作效率。
3、旋轉滾軸采用不銹鋼雙滾軸結構,由變頻調速電機帶動旋轉,保證加熱均勻。滾軸在感應器位置斷開,避免感應升溫。旋轉動作通過同步輪傳遞帶動滾軸旋轉,全部傳動同步帶輪和軸承均采用防腐處理,傳動可靠,無腐蝕,壽命長,維護簡單。
4、淬火變壓器與回火變壓器都有二維支架支持,可以方便調整感應器的位中心位置,在輸出位置及兩側面均有防護擋板,避免淬火液飛濺打火。感應器連接銅管采用銅板銑槽靠模定位、水電壓接的獨特快換方式,更換感應器只需短短的幾分鐘時間。
5、機床控制柜與底座集成布置,人機界面操作系統位于機床左前方,操作方便,顯示醒目。
6、電氣系統采用PC工業數控控制,伺服驅動。推桿水平運動由伺服電機驅動滾珠絲桿控制,可實現不同速度,不同位置的運動和定位,能根據不同工件調整推料位置,方便有效地送料。工件沿滾軸運動,用于零件需要位置表面淬火回火。控制系統另配備所有動作的手動操作,方便作各種動作調試和工藝調整。更換產品品種時只需選擇相應的程序即可。通過采用PLC數控自動化控制,對工件狀態準確判斷,監控,可設置位置及速度,超出設定范圍實時報警,其自動化程度高,操作簡便。與主回路以DC24V小型繼電器隔離保護,安全可靠。經實踐檢驗,整機控制驅動系統成熟可靠,維護簡便。
主要技術參數
最小加熱直徑(mm): Φ6 最小工件長度(mm): 60
最大加熱直徑(mm): Φ60 最大工件長度(mm): 600
工件淬火速度(mm/s):1.5~10 零件旋轉速度(r/min): 20~300

